Proposal title:
Knowledge based hybrid model for improving intelligent manufacturing system in rolling mills
(updated 25th August 2010)
Project Brief
Manufacture by rolling is important in industry because over 90 % of metallics are shaped by rolling, and over 80 % of the world's mechanical products are made of metallic materials. Of this volume, steel products dominate, and over 80 % of steel is at some stage processed by means of hot rolling. Hot steel rolling incorporates large-scale man-made systems that modify the quality of immense volumes of chemophysical solids and consume significant amount of resources. In particular, this industry triggers numerous issues related to global environmental sustainability (pollution and energy emissions).
While steel production grew in absolute terms in 2007 and 2008, actual growth rates decreased compared to the rate of steel production growth in 2006. Some analysts are forecasting a shortage of finished steel in 2010 due to predicted global steel demand growth of 3.5% annually up to 2015.
The rapid rise in freight costs is leading to regionalisation of steel markets. With the exception of China, global capacity increases are not expected to outstrip demand until at least 2010. A significant proportion of the capital investments in the steel industry in 2007 and 2008 went into reducing costs rather than into increasing capacity.
In the light of the increasing needs for better utilisation of natural resources and decrease in both energy consumption and carbon emission, performance of key industrial systems such as hot rolling of steel must be analysed in search of further improvements. Criteria for optimizing hot rolling of steel include system efficacy, resource consumption, product quality and ecological sustainability.
Special tools - rolls - are among principal factors and the roll pass design continues to be a highly analysed issue. Roll wear remains a key performance indicator and requires detailed scrutiny. This is because the rolls can be machined at the same costs to generate quite differing groove geometries with significant consequences for both maintenance and operations.
There is an increasing availability of data in the domain of forming by rolling. Extracting essential roll pass design relations can be done by means of statistical methods providing that the pass geometry is defined in a suitable generic manner.
This research will lead to the development and verification of a new method of roll pass design by virtue of statistical analysis. This will enable progressive optimisation of steel rolling by means of identifying propitious correlations including the limits of possible bands of pass geometries. Such information can be used to calibrate promising trials at commencement of new equipment and/or products, to optimize existing operations & maintenance, to improve the working range (flexibility) of roll pass series and to define emergency process routes.
Underlying ideas are presented in references [1 - 4 and 16], and a more detailed background is elaborated at the web site http://figures.synthasite.com/apcmp.php (mirror site is available as a back-up).
Project outcome: Roll pass design algorithms for hot rolling of flat products, round wire and rod steel, based on stochastic/hybrid modelling.
Proposers
1) Dr Sead Spuzic http://people.unisa.edu.au/Sead.Spuzic
2) Associate Professor Kazem Abhary http://people.unisa.edu.au/Kazem.Abhary
3) Dr Jun Zhao*, Dalian University of Technology, China
4) Associate Professor Zlatko Kovacic**, Open Polytechnic
5) Professor Faik Uzunović***, Faculty of Metallurgy and Materials Science, Zenica University
6) Dr Ke Xing http://people.unisa.edu.au/Ke.Xing .
7) Dr Dejan Djukic, Massey University, New Zealand
8) Huang Bin, MSc, School of Advanced Manufacturing and Mechanical Engineering, University of South Australia
Project Advisor: Professor Fraser Forbes, Chair Chem. & Materials Engineering, University of Alberta, Canada
*) Dr Zhao devoted most of his research to the modelling production planning, intelligent control and computer integrated manufacturing systems. He successfully led a number of research projects aiming at optimisation and advanced scheduling of the processes in rolling mills and published a series of transcripts devoted to genetic algorithms, evolutionary computation and other applications of scientific methods to problems in steel rolling industry. Dr Zhao's responsibilites include the roles of the executive director for the National High-Tech R&D Programs of China titled
- Integrated Balance and Adjustment Technology for Metallurgy Energy Systems in Metallurgy.
- Integrated Production Planning and Scheduling Technology for Cold Rolling Process and Its Application.
**) Before arriving in New Zealand in 1995, Dr Kovacic was a lecturer in the Belgrade University, Yugoslavia for over fifteen years. He has a PhD in statistics and has taught a variety of undergraduate and postgraduate statistical courses, as well as computer programming and econometrics. His research interests range from IT education, to eCommerce, time series and multivariate analysis, and other aspects of using computers and communications technologies. He is an Associate Editor of two academically peer refereed journals: Journal of Information Technology Education and Informing Science: The International Journal of an Emerging Transdiscipline.
***) Professor Faik Uzunovic joined Faculty of Metallurgy and Materials Science Zenica in 1989 to serve in positions of educator, Vice-Dean, Dean and during 2004-2005 as acting Rector of newly constituted University of Zenica. Prior to his academic career he significantly contributed to RMK Zenica (now subsidiary of ArcelorMittal, the largest steel company in the world) both as a manager and technologist. He is registered UNIDO expert (United Nations Industrial Development Organization) and has made numerous research contributions in engineering sciences.
Rationale
The rolling processes (free of catastrophic interruptions such as roll fracture or misguided workpieces) can be evaluated as optimised, acceptable or poor, depending on the following criteria (performance indicators):
(i) yield
(ii) productivity
(iii) costs
(iv) reliability.
(i) The yield (output) of the rolling process can be defined as the percentage ( %) of first class product, % of second class and % of scrap.
(ii) The above output (yield) is achieved at a productivity rate of x products per hour.
(iii) In order to realise a rolling process, certain amount of man-hours, volume of feed, a quantity of cooling and lubricating media, a quantity of the fuel and electrical energy, and certain quantity of tools, are required, which all present the production costs.
(iv) This is the probability that the above defined process will continue successful running until the time Tend is reached.
All four above listed indicators substantially depend on the roll pass design. Ideally, hot steel should follow plastic flow along a sequence of passes in such way as to maintain optimal levels in all indicators. More detailed analysis of the factors influencing the above indicators leads to further parameters, such as rolling pressure, temperature, rolling and sliding velocity and tool life. These parameters are significantly affected by variables such as coefficient of friction and the rolling-sliding distance.
A simple case of plastic flow of the rolled steel can be depicted by means of the following diagram showing conceptually two subsequent cross-sections of the rolled cylinder (Fig 1):
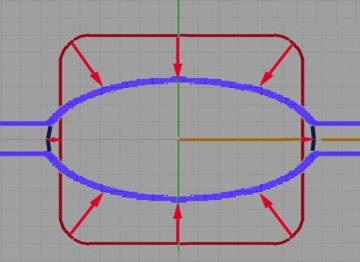
Fig 1: Schematic indicating steel flow during rolling the workpiece of a "rectangular" cross-section in an oval calibre
Red arrows in the above Fig 1 indicate flow of the perimeter points during the passage of the rectangular-cross-section-workpiece throughout an oval calibre.
The following Fig 2 illustrates a roll pass for a most simple case of rolling a cuboid between two grooveless rolls:
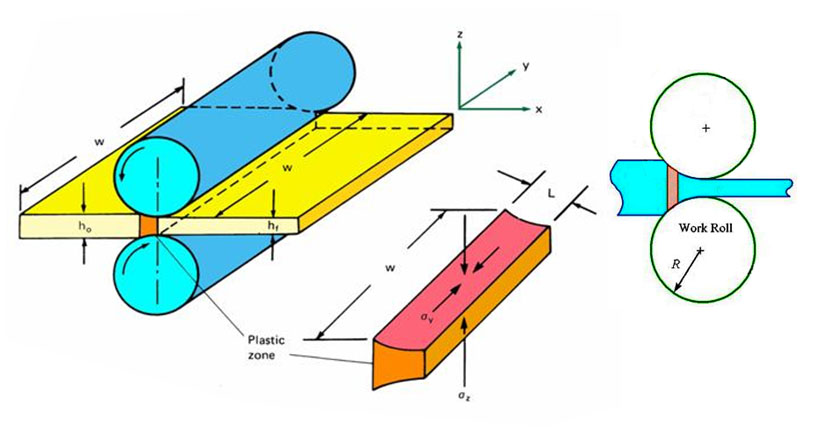
Fig 2: Grooveless (flat) rolling
The deformation (plastic) zone for the above simple case of flat rolling is characterised by changes in rolling pressure (p), friction (f), temperature (t), sliding distance (d) and sliding velocity (u) both in longitudinal and lateral direction. Values of p, f, t, and u differ for each of segments in longitudinal direction as indicated in Fig 3 presenting the distribution of rolling pressure and sliding velocity.
However, an additional, and usually disadvantageous, variability occurs in the lateral direction.
Figure 4 illustrates changes in the coefficient of friction with the viscosity of interfacial media (i.e. with the rolling temperature), involved velocities and rolling pressure.
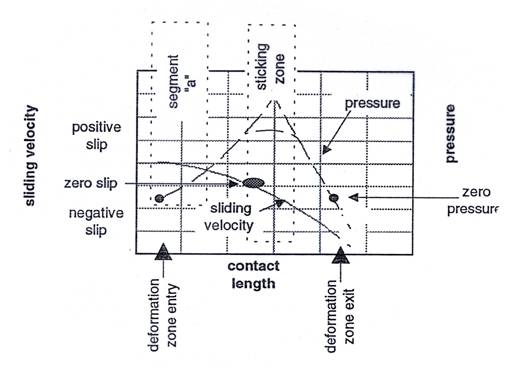
Fig 3: Distribution of the sliding velocity and pressure along the deformation zone
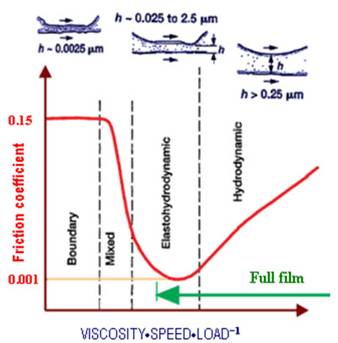
Fig 4: Change in the friction coefficient with pressure and speed
The lateral variability in factors p, f, t, u and d is particularly emphasised in the case of the calibre rolling. A closer insight in the Figure 1 above permits understanding of the causes of this lateral variability. The material flow departing from differing points along the calibre meridian follows differing displacements. This variety is further enhanced due to the differing lengths of the deformation zone corresponding to differing points along the calibre meridian. The flow in the deformation zone is strongly affected by the geometry of the grooves cut in the surface of the rolls.
The following Figure 5 illustrates projections of the contact area for a moderately complex pass:
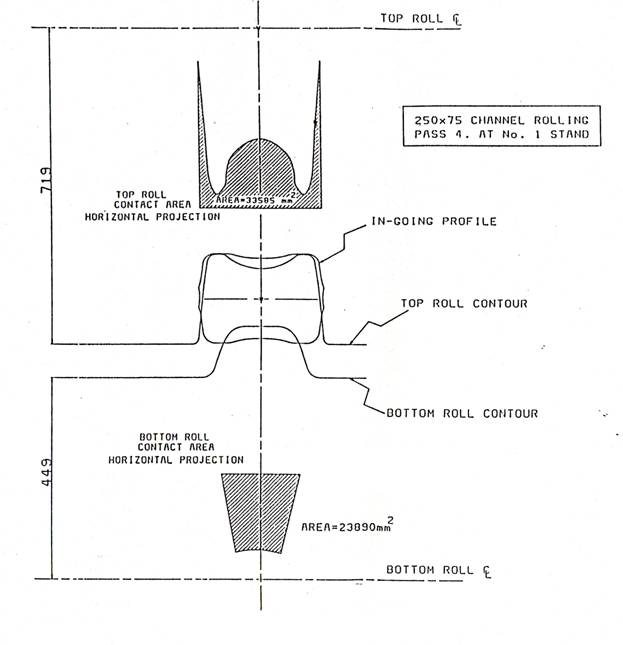
Fig 5: Rolling contact projection for pass in which a "rectangular" cross-section workpiece is rolled in a first channel-shaping calibre (dimensions are in mm)
As a consequence, each point along the calibre perimeter experiences differing wear. This is illustrated in Figure 6 below for moderately complicated calibre geometry.
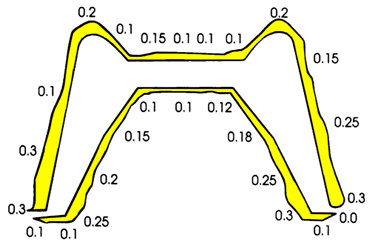
Fig 6: Non-uniform wear of the surface of a channel calibre (dimensions are in mm)
Roll wear occurs to a large extent as a gradual continuous abrasion of the tool surface due to the contact with the hard particles of haematite and magnetite as can be observed in scanning electron micrographs taken after the rolling-sliding contact of the hot steel (900 oC) with rolls (Fig 7).
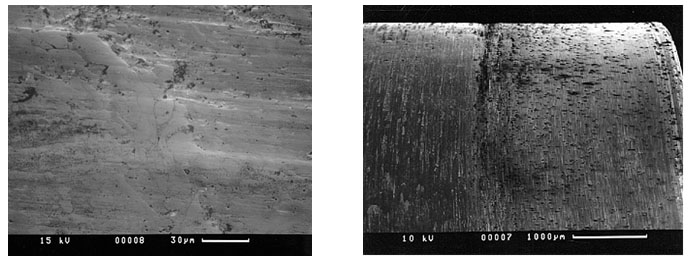
Fig 7: Radial and tangential view at the wear track produced by rolling-sliding contact of hot steel (900 oC) against the adamite roll [6]
At the onset of the rolling sequence, grooves are newly dressed and each calibre point has the same roughness. As the sequence of rolled bars continues to pass through the calibre, the geometry of the calibre changes unevenly due to the above differences in the wear of the perimeter points, and due to uneven change in the roughness of each segment of the calibre meridian.
This change in the groove geometry, enhanced by the consequent changes in all corresponding variables, affects the flow pattern and the outcoming shape of the rolled steel. In extreme cases, many adjustments along the rolling line (i.e. production delays) are required in order to keep the final product within geometric tolerances.
Roll maintenance requires periodic machining of roll surfaces to clean worn layers and to recreate the initial geometry. This machining process reduces the roll diameter, and after several redressing this expensive tool has to be replaced by a completely new item. It should be noted that the amount of diameter reduction during the cleaning of roll surface is determined by the point of extreme wear. Hence, the non-uniform wear that leads to the occurrence of especially worn points is disadvantageous since it directly decreases the roll life.
Given other the same, the grooves can be cut in the rolls in several ways as indicated by the examples shown in Fig 8 below:
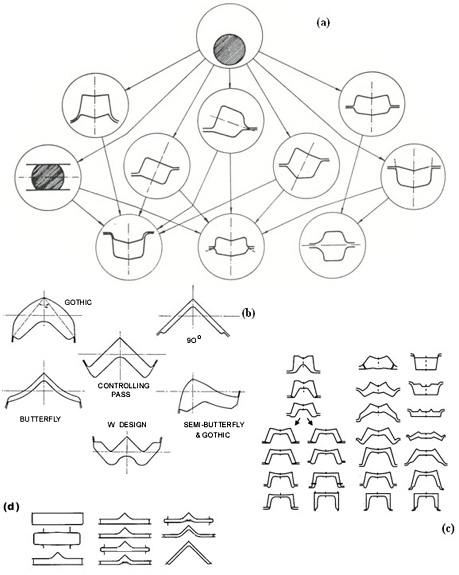
Fig 8: (a) Differing rolling routes to obtain the same angular shape [2]; (b & d) Types of passes used in angle design [5]; (c) Differing rolling routes to obtain the same channel shape [6]
Current practice in roll pass design and maintenance of rolls in fabricating long steel products do not take sufficient advantage of information accumulated by product and tool users and producers. This in turn leads to unnecessary waste of resources in a whole range of interdependent industrial systems. Industrial and scholarly classified databases of rolling pass schedules can be analyzed using special analytical approach. It is proposed to extract models using these databases and to apply these models to optimize roll pass design.
Methodology
The first step is to translate roll passes into appropriate vectors. Generic functions can be used to expedite the analysis of a broad spectrum of pass geometries. Once this is achieved, statistical analysis of vector series, such as multiple regression analysis, can be carried out to obtain roll pass design correlations based on observations of industrially realised rolling sequences.
This will enable progressive optimization of roll pass design by means of identifying the limits of possible bands of pass geometries. Such information can be used to calibrate promising trials at the commencement of new mills and/or profiles, to optimize existing schedules, to define emergency roll pass design routes, to modify real-time roll pressures to accommodate sudden or gradual changes in processing, to improve the working range (flexibility) of roll pass series, and various other applications.
Roll pass design is defined by geometry of rolls and rolled solids, by process thermodynamics and by attributes of materials. This research will focus on the calibre geometry of subsequent passes. The key information is contained within the geometry of a rolling pass, which itself may be translated into mathematical functions defining the geometry of roll meridians within the Cartesian coordinate system. Figure 9 presents examples of a simple rectangular calibre defined by means of traditional dimensioning.
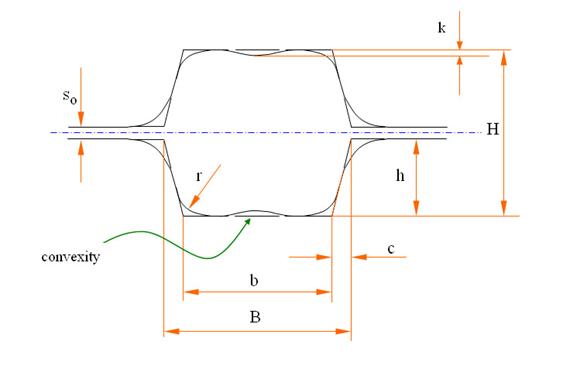
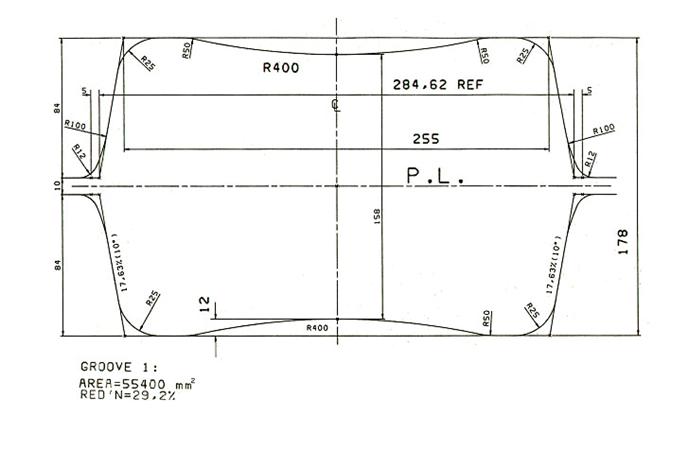
Fig 9: "Box" calibre defined using traditional method of dimensioning
Figure 10 illustrates one way of translating the information defined in Figure 9 into vectors
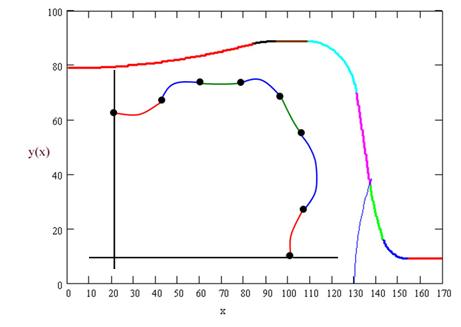
Fig 10: "Box" groove with shown meridian segments
A generic analytical expression for a single osculating segment can be defined as follows:
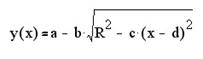
where: x and y are Cartesian coordinates of groove meridian segments
a, b, c, d and R are parameters of the osculating segments.
For a "box" groove, there are 28 geometric vector components (7 osculating segments) plus 6 x-coordinates for 6 tangential points, which gives in total 34 components. For other calibres (such as diamond, round, oval) there is 16 geometric vector components (4 osculating segments) plus three x-coordinates for 3 tangential points, giving a total of 19 components.
For each calibre there are additional components needed to complement vector specification:
- Groove bottom roll diameter, D,
- Total number of passes, n,
- Order number of the pass starting with the initial cuboid N = 1, (hence the first pass calibre has the order number N = 2),
- Roll revolutions per minute, and
- Roll materials specification in terms of hardness and chemical composition.
To enable comparability between differing products, chemical composition of the rolled steel should be defined in terms of chemical elements C, Mn, Si, Cr, etc. Also, the entry temperature of the feed before first pass should be defined.
Conclusions
Numerous sources suggest that after 2010 the necessary greenhouse gases emission reductions will require major technological changes. Limitations of the socio-technical system and the challenge of climate changes will induce reductions in the production, distribution and consumption patterns. The concept of systems innovation and transitions to sustainability have increasingly gained attention over the past years in academic and policy arenas. This prompts the considerations of radical changes in systems such as hot steel rolling mills. Steel manufacturing consumes enormous resources, for example the industrial water requirements include over 4 tonnes of water for 1 tonne of steel [14].
Wire rod mills of the 21st century focus on flexibility, along with the productivity and quality [15].
The proposed project offers sustainable improvement to strategically important industrial processes and requires the collaboration of several institutions.
Significant knowledge, concerning the deformation zone in plastic forming of steel sections by rolling, has been accumulated as a natural progression from producing simple symmetrical shapes such as sheets and other flat products, "round" wire and rod to rolling long products of complex cross sectional geometries. [7-13]
Industrial and scholarly accumulated databases of rolling pass schedules can be analyzed statistically to extract statistical models. Because of the increasing availability of data from the hot rolling of steel there is the potential for use this data to extract essential roll pass design relations with statistical methods and store the defining geometrical shape parameters as vectors for both initial designs and the subsequent redressing required in the life of a roll due to surface wear. This accumulated empirical and theoretical knowledge, the advanced cutting techniques and the giant leaps of information technology allow for further optimisation of groove geometry. Sequences of groove geometries from initial to final pass have been developed and improved over the centuries; however the designs that are predominantly used in modern mills also bear the burden of inertia.
Stochastic models developed by means of analyzing the existing profiles of many rolls throughout their lives can be used to optimize both the rolling process and the maintenance of rolls. Comprehensive regression analyses will provide correlation functions with improved confidence limits. These functions can also be used to gradually modify the existing designs.
The expected benefits include the following:
- the rolling process will become more stable (more reliable); adjustment interventions will become less frequent and pass adjusting time will decrease,
- the depth of necessary redressing of rolls will decrease,
- overall life of rolls will increase,
- rolling process energy and other resource consumption will decrease due to more homogeneous flow of hot steel in the deformation zone,
- overall plant productivity and reliability will increase,
- overall yield of the manufacturing process will increase,
- production costs will decrease
- Working range for sequences and series of two-plane-symmetrical grooves will improve.
References
[1] Spuzic S., Izzo A., Abhary K. "A New Method for Roll Pass Design Optimisation"; the 5th Pan-European Conference on Planning For Minerals and Transport Infrastructure: PEMT'06 - Sarajevo 18-20 May 2006 (full transcript is available at http://spuzic.synthasite.com/publications.php)
[2] Spuzic, S., Dautbegovic, D., "Contribution to Roll Design", 7th Conference on Steel Rolling, Zenica, 1987
[3] Spuzic, S., "Mathematical Definition of Roll Pass Design", Journal Celik, June 1985
[4] Spuzic, S., Strafford, K.N, Subramanian, C., Savage, G., "Wear of Hot Rolling Mill Rolls: An Overview", Wear, Volume 176, pages 261 -271, 1994
[5] Orr, J. B., "Roll Pass Design", the United Steel Companies Limited, Sheffield, England, 1960
[6] Spuzic, S., "Hot Rolling Mill Roll Wear - Some Aspects of High Temperature Abrasion", Ph.D Thesis, University of South Australia, Adelaide, 1996
[7] Jarl M. "Friction and Forward Slip in Hot Rolling", Scandinavian Journal of Metallurgy, 1998, 17. pp 2-7
[8] Wusatowski, Z. "Fundamentals of Rolling." Oxford, Pergamon Press. 1969
[9] Vojkovsky J., Veschichik J., Velsovsky A. "Prirucka Kalibrera ve Valcovne Profilu" SNTL, Praha, 1968
[10] Chekmarev A.P., Mutjev M.S., Maskovcev R.A. "Kalibrovka prokatnih valkov", Metallurgija Moskva, 1971: 7-61
[11] Corbett R.B. "Rolls for the Metalworking Industries", Iron and Steel Society, Warrendale, 1990: 73-87
[12] Beynon R.E. "Roll Design and Mill Layout", Association of Iron & Steel Engineers, Pittsburgh, 1956
[13] Appleton E. and Summad E. "Roll Pass Design: A 'Design For Manufacture' View" 2nd European Rolling Conference at AROS Congress Center, Västerås, Sweden May 24 - 26, 2000
[14] Haughton G., Hunter C."Sustainable Cities" Routledge Taylor & Francis Group, 2003
[15] Conny Eriksson
"Working range for sequences and series of two-symmetrical grooves in
wire rod rolling" Journal of Materials Processing Technology, Volume
174, Issues 1-3, 25 May 2006, Pages 250-257
[16] K. Abhary, K. Garner, Z. Kovacic, S. Spuzic, F. Uzunovic and K. Xing "A Knowledge Based Hybrid Model for Improving Manufacturing System in Rolling Mills” Key Engineering Materials Vol. 443 (2010) pp 3-8